Indukcinė šildymo plieno plokštė kalimui
Aprašymas
Indukcinė šildymo plieno plokštė kalimui ir karštam formavimui
Metalinė indukcinė kaitinimo plieno plokštė kalimui ir karštas formavimas yra puikus indukcinio šildymo pritaikymas. Pramoninis Indukcinis kalimas ir karštas formavimas procesai apima metalo ruošinio lankstymą ar formavimą arba žydėjimą, kai jis kaitinamas iki tokios temperatūros, kurioje jo atsparumas deformacijai yra silpnas. Taip pat gali būti naudojami spalvotųjų medžiagų blokai. 
Indukcinės šildymo mašinos pirminiam šildymo procesui naudojamos įprastos krosnys. Komplektacija gali būti gabenama per induktorių per pneumatinį arba hidraulinį stūmiklį; žiupsnelis voleliu pavara; traktoriaus pavara; arba ėjimo spindulys. Nekontaktiniai pirometrai naudojami ruošinio temperatūrai matuoti.
Metalo lenkimui ar formavimui naudojamos kitos mašinos, tokios kaip mechaniniai smūginiai presai, lenkimo staklės ir hidrauliniai ekstruzijos presai.
Tikslas: Prieš sukurdami iš anksto pašildykite plieninę plokštę (3.9 ”x 7.5” x 0.75 ”/ 100 mm x 190 mm x 19 mm), kad sukurtumėte kaplio galvutę, kad padidintumėte gamybą, palyginti su įkaitinimu dujine krosnyje.
medžiaga: Plieno plokštės
Temperatūra: 2192 ºF (1200 ºC)
Dažnis: 7 kHz
Indukcinė šildymo įranga: DW-MF-125/100, 125 kW indukcinės šildymo sistemos įrengta nuotolinė šilumos punktas, kuriame yra trys 26.8 μF kondensatoriai.
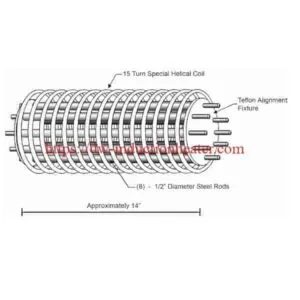
- Trijų padėčių daugiasukė spiralinė ritė, suprojektuota ir sukurta tam, kad sukurtų reikiamą šilumą šiam pritaikymui.
Procesas Plieninė plokštė buvo įkišta į trijų padėčių sraigtinę ritę ir įjungtas maitinimas. Praėjus 37 sekundėms, buvo įkišta antroji nerūdijančio plieno plokštė, o praėjus 75 sekundėms - trečioji nerūdijančio plieno plokštė. Praėjus 115 sekundžių, pirmajai daliai buvo pasiekta norima temperatūra ir procesas tęsėsi.
Po paleidimo dalys gali būti šildomos kas 37 sekundes nuo jų įvestos sekos. Nors bendras ciklo laikas yra 115
sekundes dalį galima išimti kas 37 sekundes, o tai leido indukcijai pasiekti norimą gamybos greitį
ir suvokti didelius laimėjimus lyginant su dujinės krosnies naudojimu.

Rezultatai / nauda
Didesnis gamybos greitis: Procesas pasiekė 100 dalių per valandą, o dujinė krosnis - 83 dalis per valandą
- Pakartojamumas: Šis procesas yra pakartojamas ir gali būti integruotas į gamybos procesą
- Tikslumas ir efektyvumas: Šildymas yra tikslus ir efektyvus, šiluma taikoma tik plieninėms plokštėms
Apytiksliai naudojamų pramoninių medžiagų karštojo susidarymo temperatūra yra tokia:
• Plienas 1200º C • Žalvaris 750º C • Aliuminis 550º C
Viso indukcinio karšto formavimo programos
Indukcinės šildymo mašinos dažniausiai naudojamos plieninių ruošinių, strypų, žalvario ir titano blokų pašildymui iki tinkamos kalimo ir karšto formavimo temperatūros.

Dalinės formavimo programos
Indukcinis šildymas taip pat naudojamas tokioms dalims kaip vamzdžių, ašių galai, automobilių dalys ir strypų galai pašildyti, kad būtų galima atlikti dalinius formavimo ir kalimo procesus.
Indukcinio šildymo pranašumas
Palyginus su įprastomis krosnimis, kalimo indukcinio kaitinimo mašinos siūlo didelius proceso ir kokybės pranašumus:
Daug trumpesnis kaitinimo laikas, sumažinant mastelį ir oksidaciją
Lengvas ir tikslus temperatūros valdymas. Dalys, kurių temperatūra neatitinka specifikacijos, gali būti aptiktos ir pašalintos
Nepraėjo nė laikas laukti, kol krosnis pakils iki reikiamos temperatūros
Automatizuotas indukcinio šildymo mašinos reikalauti minimalaus rankinio darbo
Šilumą galima nukreipti į vieną konkretų tašką, o tai labai svarbu dalims, turinčioms tik vieną formavimo plotą.
Didesnis šiluminis efektyvumas - šiluma susidaro pačioje dalyje ir jos nereikia šildyti didelėje kameroje.
Geresnės darbo sąlygos. Vienintelė ore esanti šiluma yra pačių dalių šiluma. Darbo sąlygos yra daug malonesnės nei su kuro krosnimi.